直営店は、下記の日程で休業いたします。
3月1、8、15、22、29日
4月5、11、12、19、26日
都合により早仕舞いや臨時休業を頂く場合もございます。詳しくはお問い合わせ下さい。
蔵見学は現在行っておりません。
長野県飯山市大字常郷1147
TEL:0269-65-2006 FAX:0269-65-4607
営業時間 9:00~18:00
JR戸狩野沢温泉駅より車で3分、徒歩約15分 上信越自動車道 豊田飯山ICより車で20分
蔵見学は現在行っておりません。
明治2年(1869年)創業。新潟県との県境、冬の間3メートル以上の雪に覆われる日本有数の豪雪地域長野県飯山市に所在する県内最北端の蔵元です。創業者の「地元の人たちに愛されてこそ本当の地酒である」を理念に地域の方々を始め、この地方を訪れるお客様に飲み継がれてきました。 北光正宗は北の夜空に光輝く柄杓型をした北斗七星より命名いたしました。厳寒の澄みきった空気と日本有数のブナの原生林をいだく麗峰 鍋倉山より湧き出でる清らかで豊かな水と、高精白の長野県産好適米である「金紋錦」「美山錦」「しらかば錦」「ひとごこち」をふんだんに使い、20代の飯山杜氏・村松裕也の技術と、蔵人達が長年培った経験と情熱を酒造りに注ぎ込んでいます。
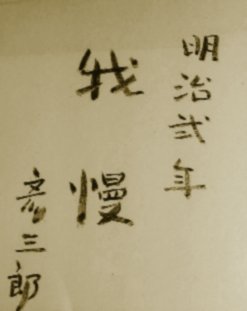
創業者である村松彦三郎は現在の蔵元所在地で米穀商を営み、屋号を「こくや」とよんでいました。酒造業は明治2年から始めたと言われています。創業当時は蔵元所在地の「今井」という地名から命名した「今泉」の銘柄で営業をしていまいたが、その後「北光正宗」と改称しました。当家の仏壇の引き出しから初代・村松彦三郎が書いたと思われる「明治弐年 我慢 彦三郎」という書が出てきました。そんな思いのもと、酒造りに向かったのでしょう。